


-
摘要: 在超声无损检测时,搭接激光窄焊缝接头尺寸较小,采用传统6 dB法对其界面处的熔宽判定存在较大的误差。为了提高检测精度,通过研究传统6 dB法的检测误差来源,采用有限元分析方法分析了激光焊接头内部入射超声波的传播规律和反射回波特性,构建了基于修正6 dB法的激光焊接头熔宽评估模型,并通过物理实验进行了验证。研究结果表明,上板底面的一次回波幅值可作为反映接头内部结构的特征值,当探头中心对应接头内部焊缝熔合线边缘位置时,一次回波幅值的衰减度随上板板厚而变化,据此可根据上板板厚选择衰减度值对传统6 dB法进行修正,从而定量计算接头内部板层接触面处的有效熔宽。实际激光焊接头的超声检测结果证实:采用修正6 dB法求解出的激光焊接头的熔宽与物理实验结果吻合良好,对实际生产中超声检测激光焊接头的精度提升提供了参考。Abstract: Due to the tiny dimensions of lap laser welding joints, there is significant error in weld width detection when using the traditional 6 dB method. In order to improve the method’s detection accuracy and study its source of error, the finite element analysis method is used to analyze the propagation law of incident ultrasonic waves and reflected ultrasonic echo characteristics inside a laser-welded joint. Based on a modified 6 dB method, a laser welding joint melt width evaluation model is constructed and verified through physical experiments. The experimental results show that the primary echo amplitude of the bottom surface of the upper plate can be used as a characteristic value that reflects the internal structure of the joint. When the center of the probe corresponds to the edge of the weld fusion line inside the joint, the attenuation of the primary echo amplitude varies with the thickness of the upper plate, and the traditional 6 dB method can be modified according to the attenuation degree which related to the upper plate’s thickness. Based on this, the effective weld width at the contact surface of the inner plate of the joint can be calculated quantitatively. The ultrasonic testing results of the actual laser welding joints confirmed that the melt width of the laser welding joints obtained by the modified 6 dB method agree with the results of the physical experiments, which means that this provides a very practical method for accurate ultrasonic testing of laser welding joints in real-world production.
-
Key words:
- laser lap welding /
- ultrasonic testing /
- finite element analysis /
- modified 6 dB method
-
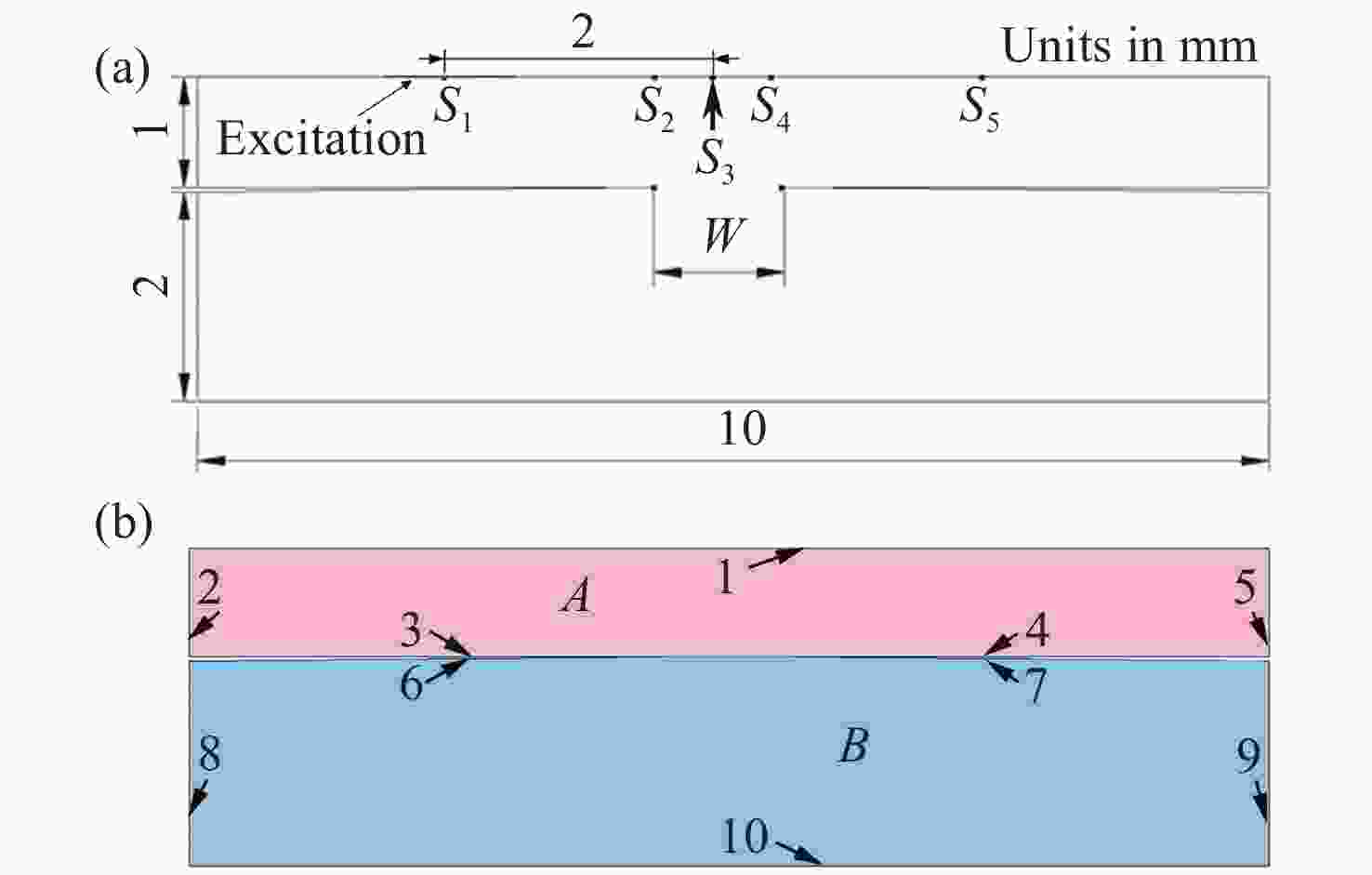
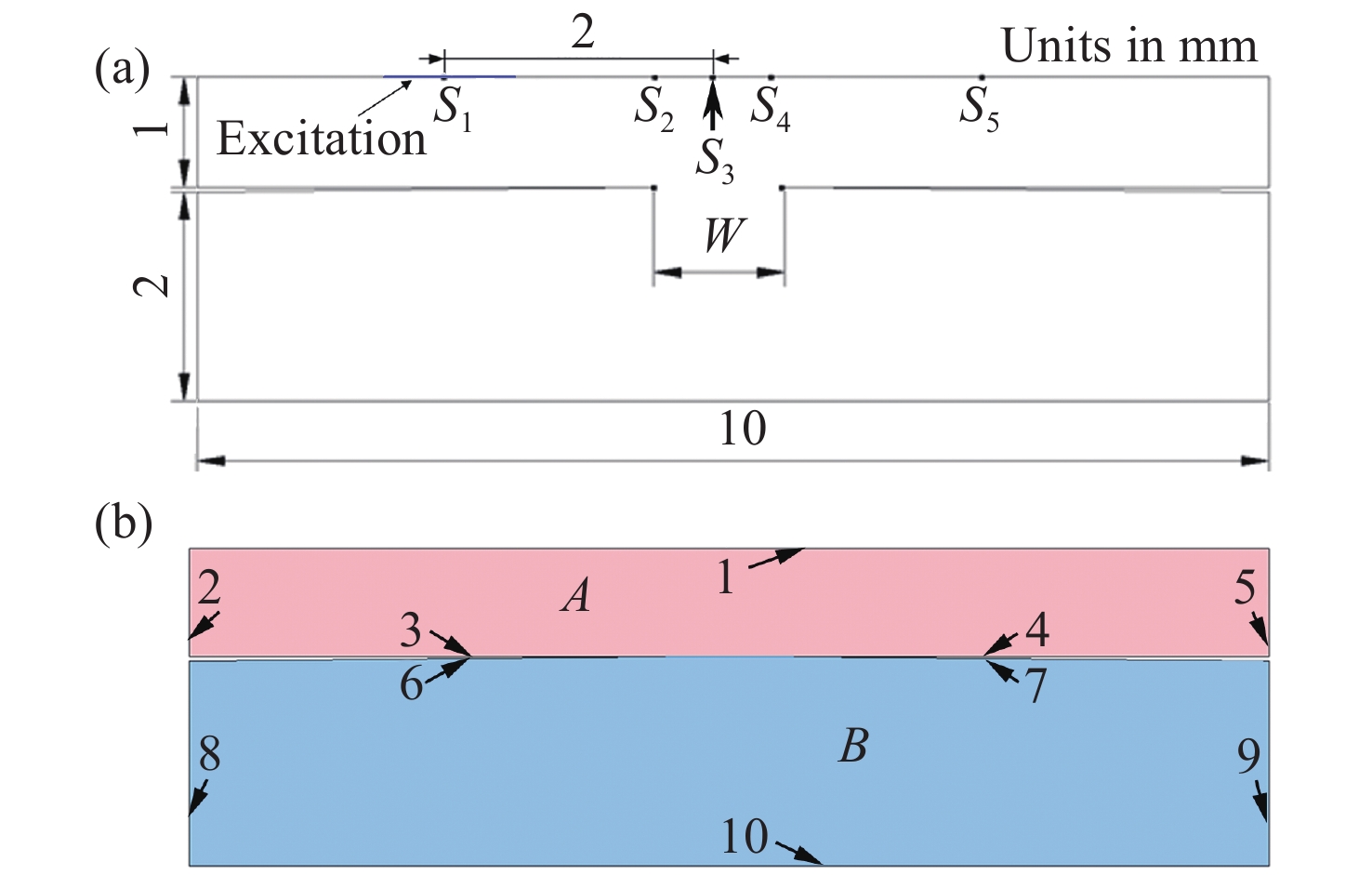
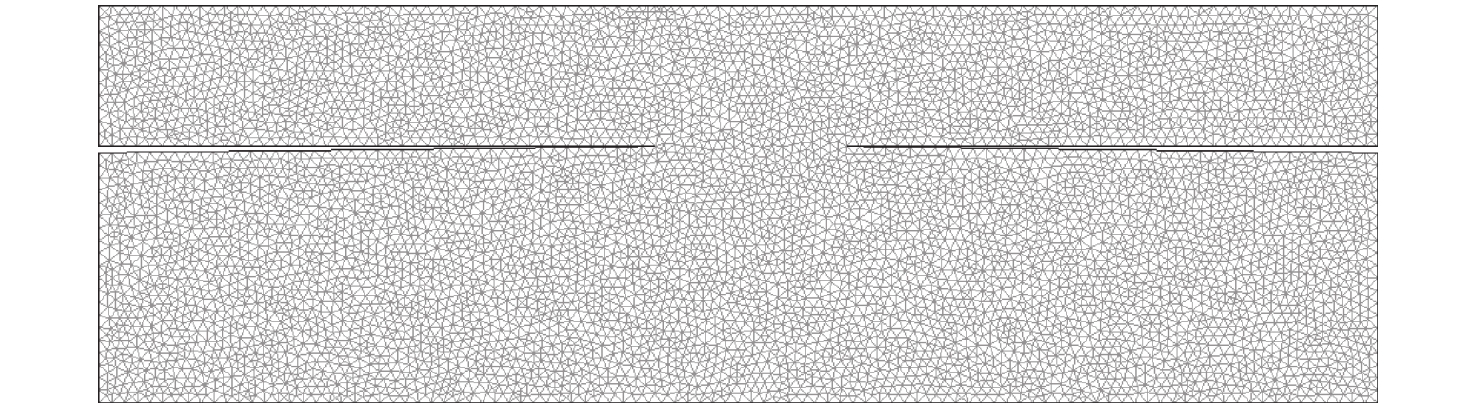
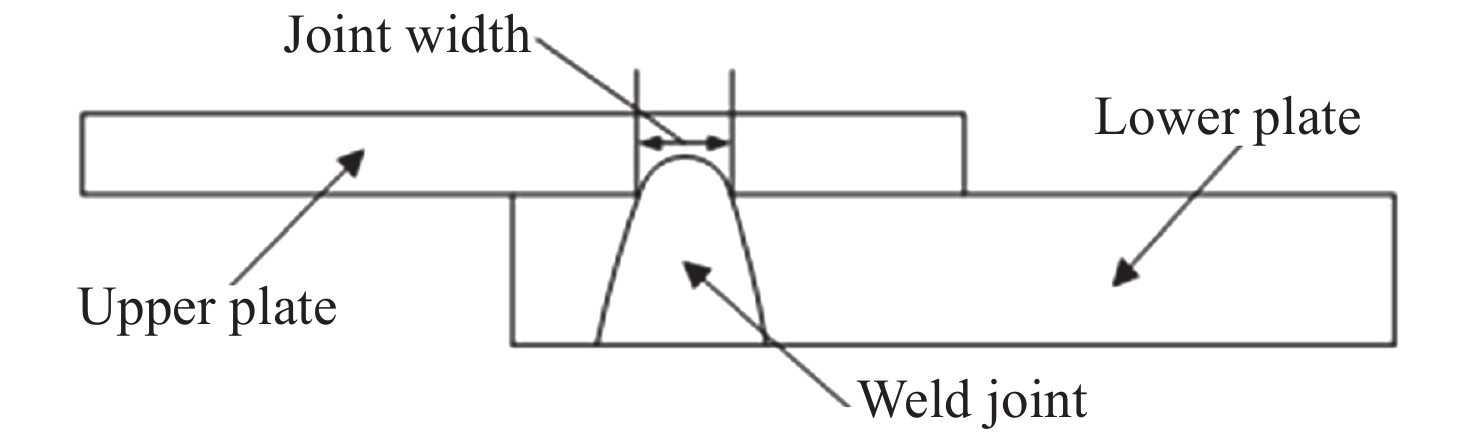
图 3 激光焊接头的截面模型。(a)结构及尺寸;(b)求解域设置
Figure 3. Section model of the laser welding joint. (a) Structure and dimensions; (b) solution domain setting
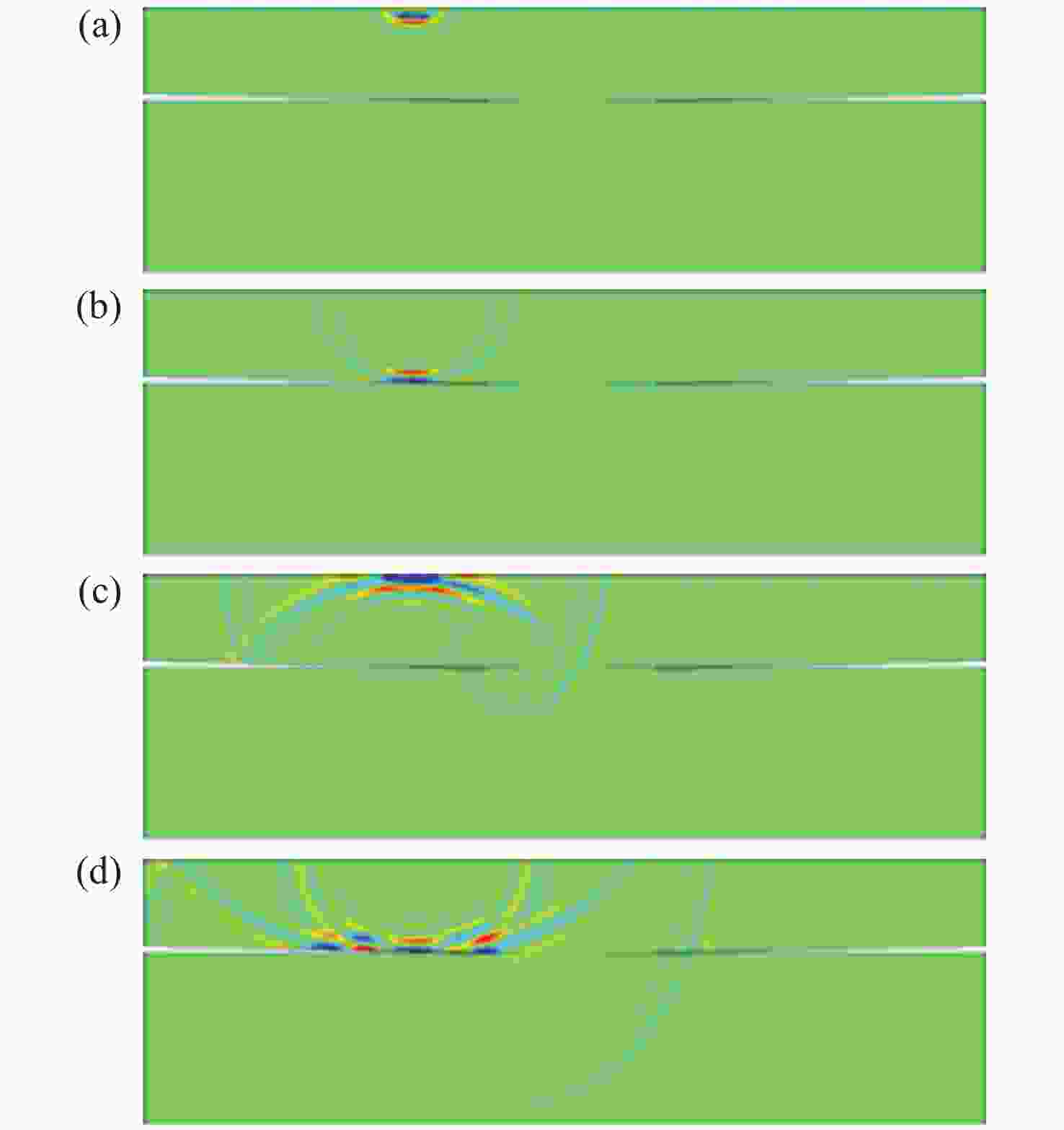
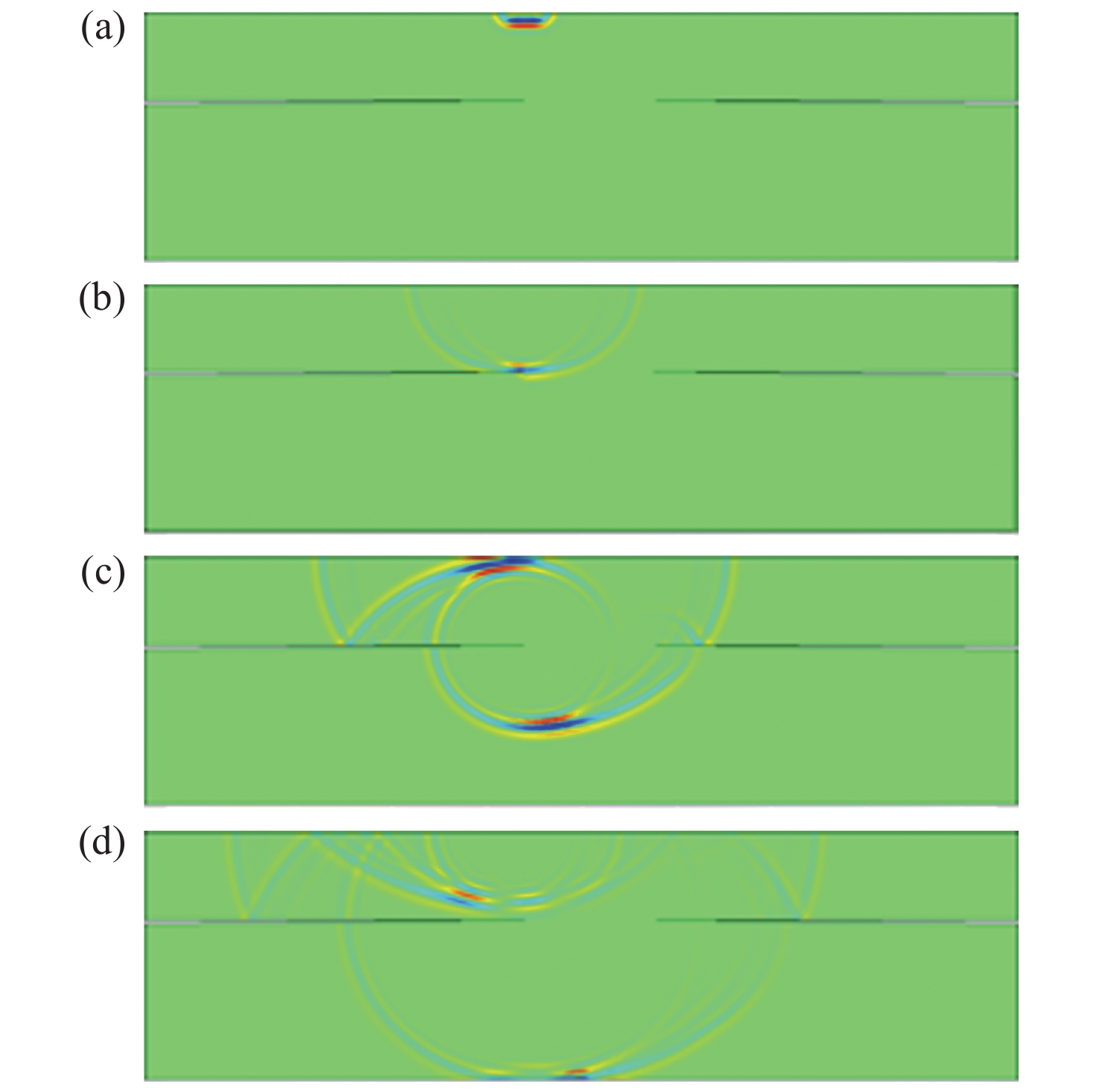
图 6 母材区的超声场分布。(a) t=0.02 μs;(b) t=0.16 μs;(c) t=0.32 μs;(d) t=0.48 μs
Figure 6. Ultrasonic distributions at the base metal zone. (a) t=0.02 μs; (b) t=0.16 μs; (c) t=0.32 μs; (d) t=0.48 μs
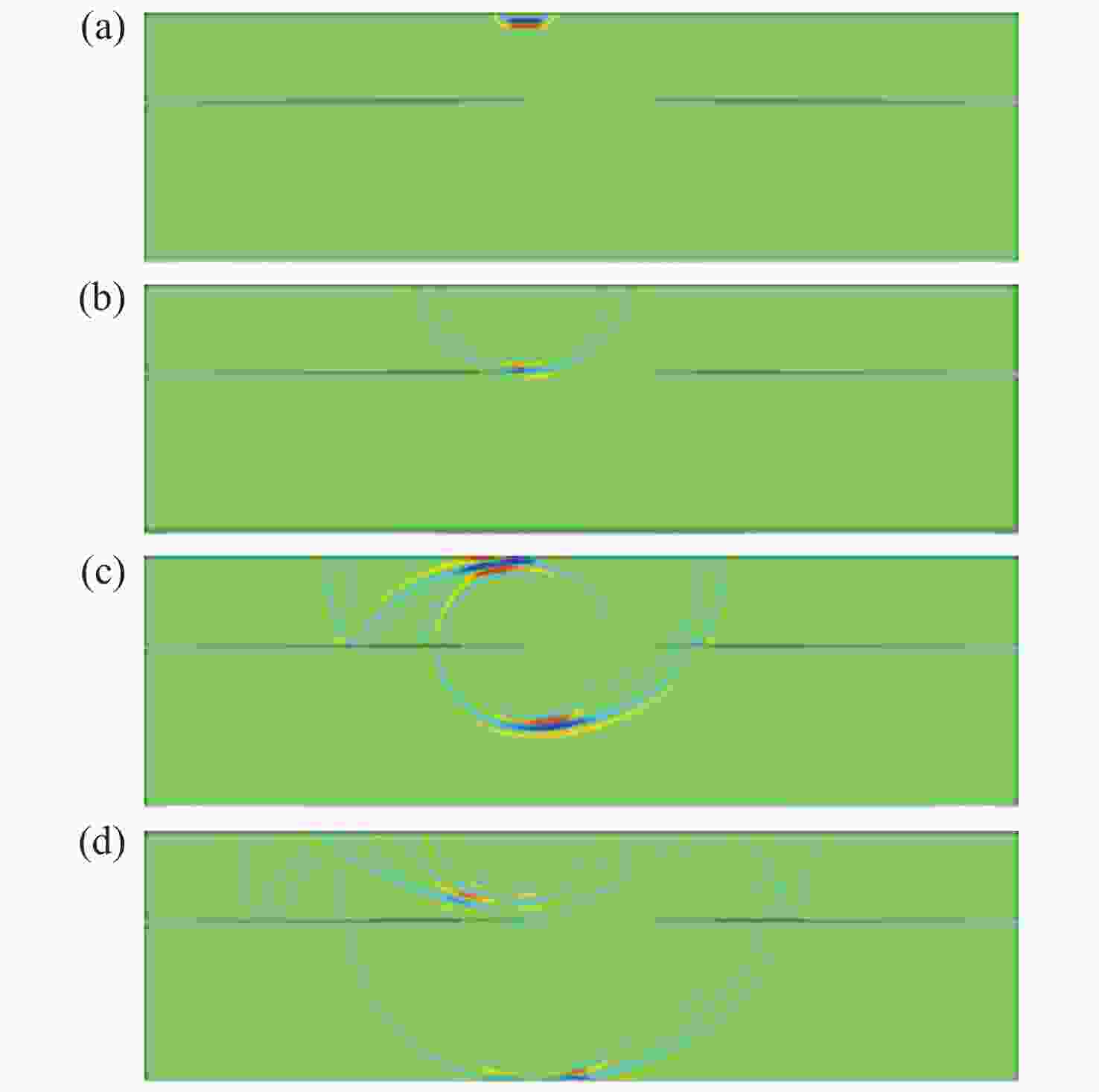
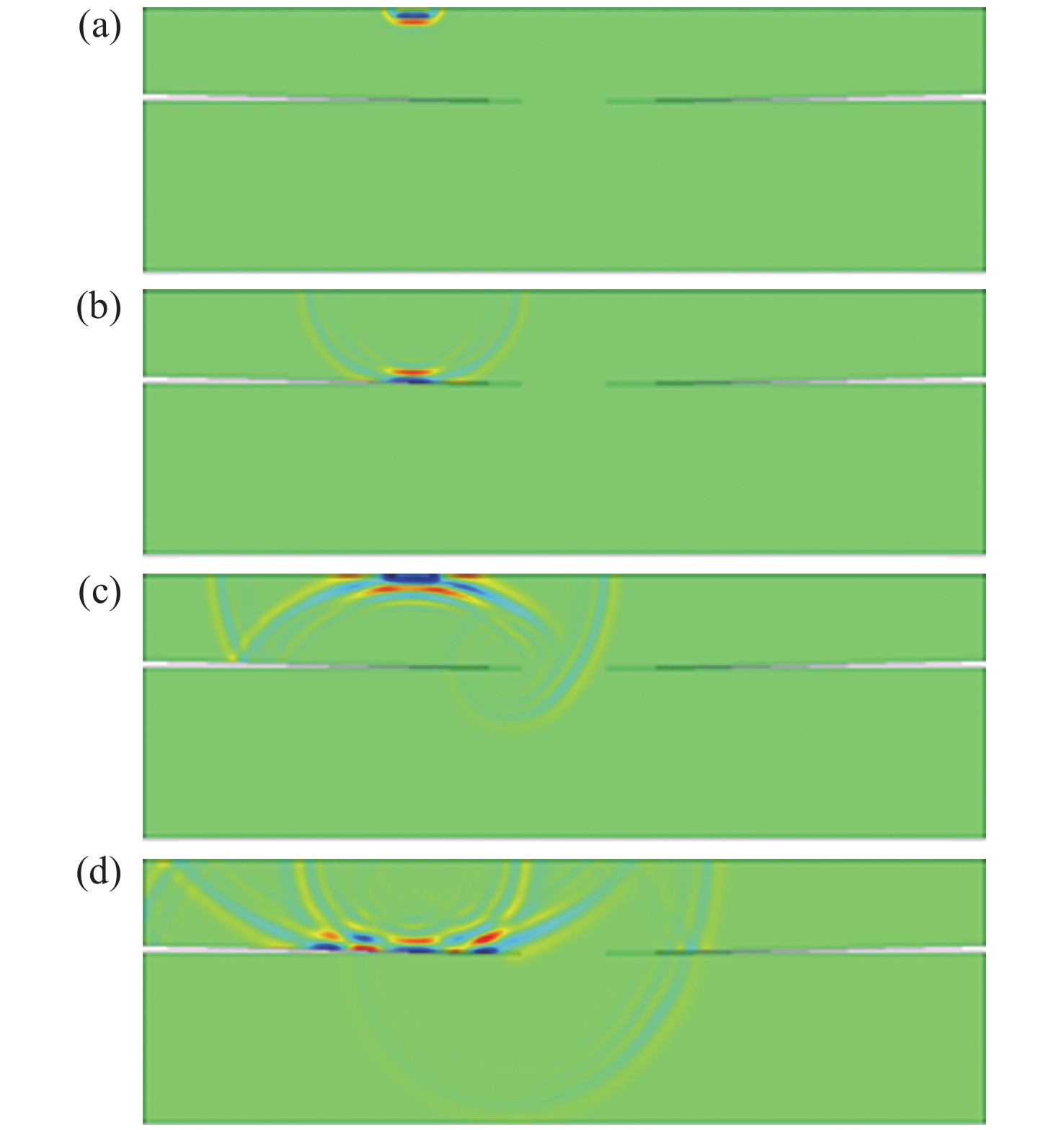
图 7 过渡区的超声场分布。(a) t=0.02 μs;(b) t=0.16 μs;(c) t=0.32 μs;(d) t=0.48 μs
Figure 7. Ultrasonic distribution in the transitional zone. (a) t=0.02 μs; (b) t=0.16 μs; (c) t=0.32 μs; (d) t=0.48 μs
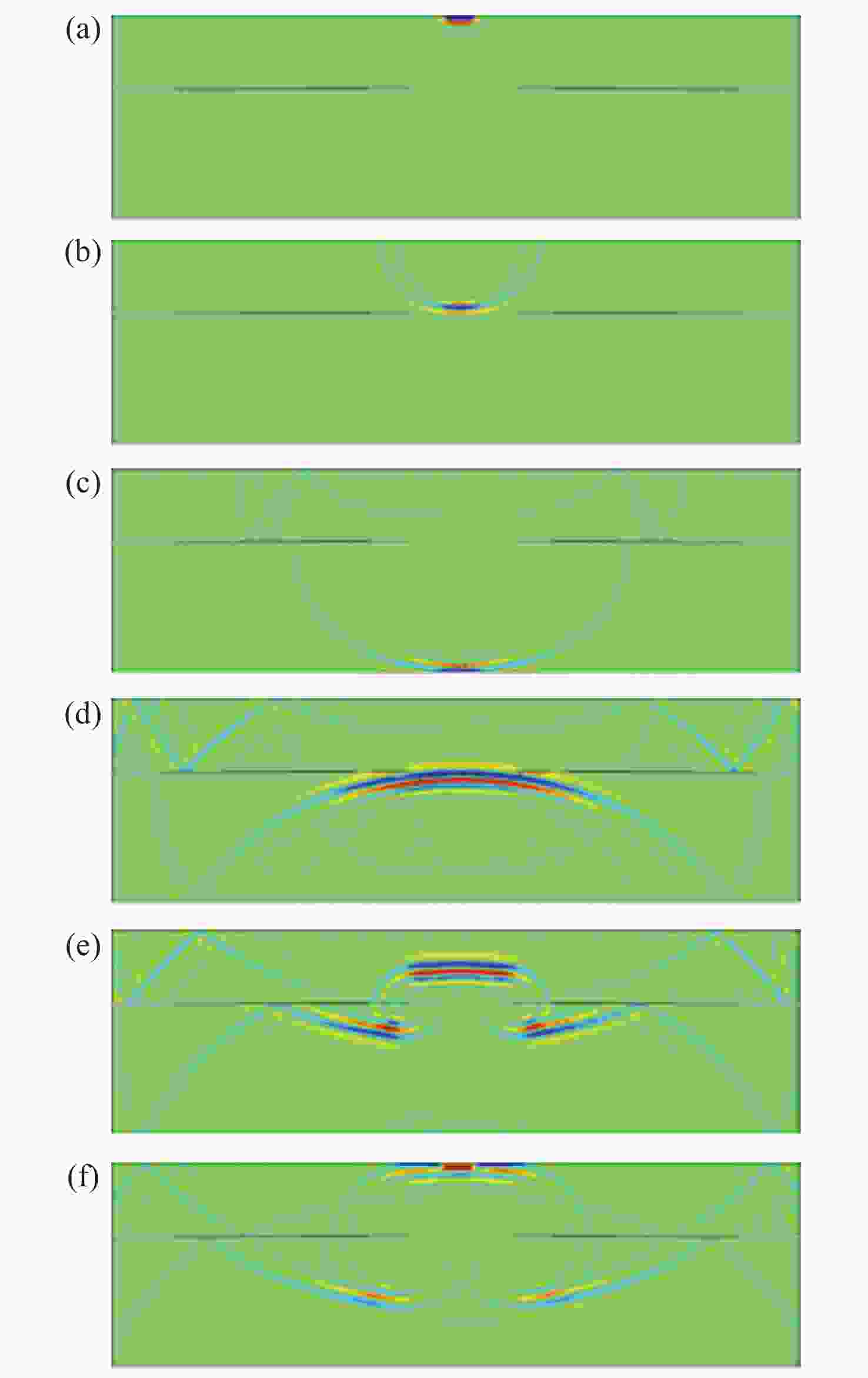
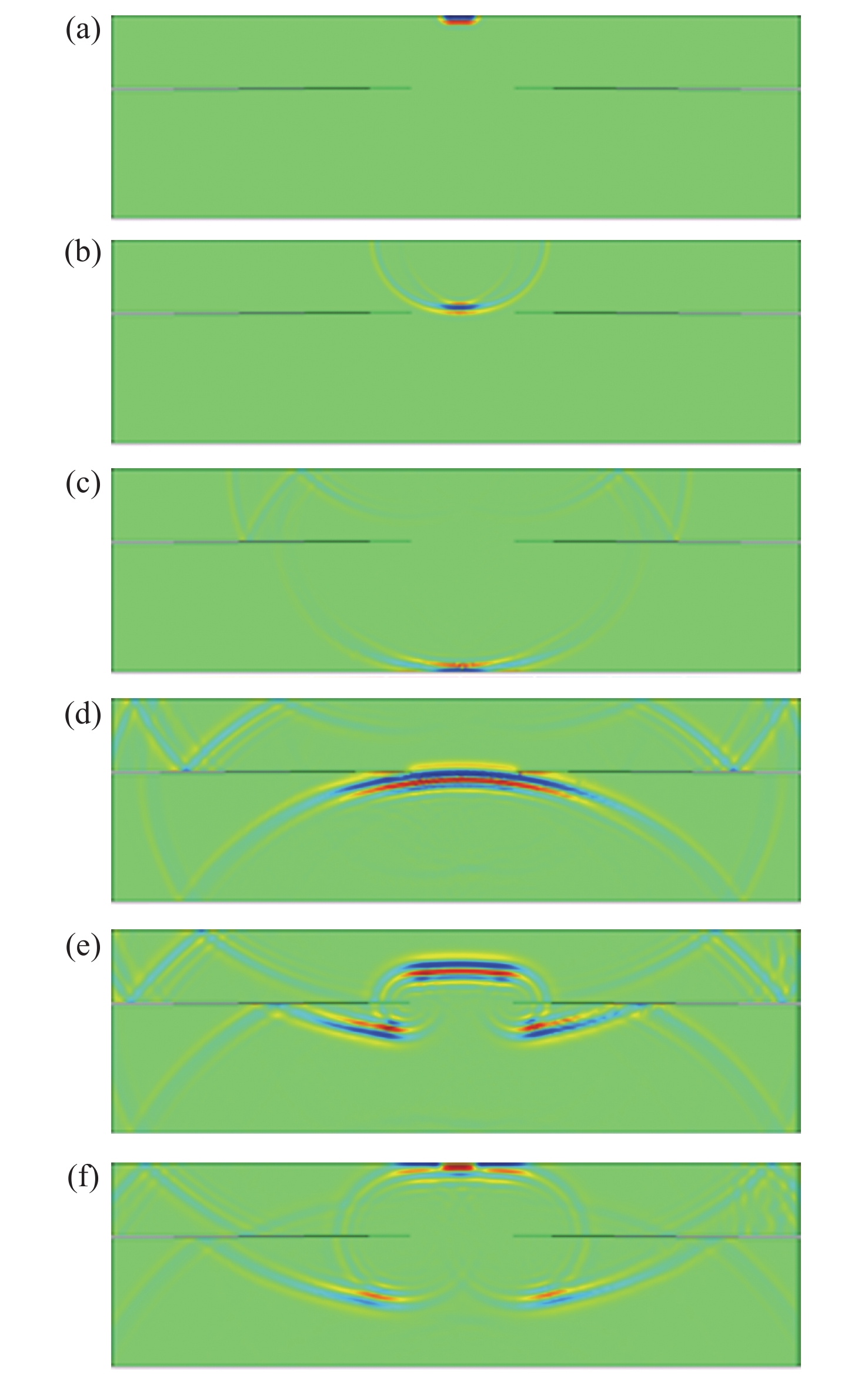
图 8 熔合区的超声场分布。(a) t=0.02 μs;(b) t=0.16 μs;(c) t=0.48 μs;(d) t=0.8 μs;(e) t=0.88 μs;(f) t=0.96 μs
Figure 8. Ultrasonic distribution in the fusion zone. (a) t=0.02 μs; (b) t=0.16 μs; (c) t=0.48 μs; (d) t=0.8 μs; (e) t=0.88 μs; (f) t=0.96 μs
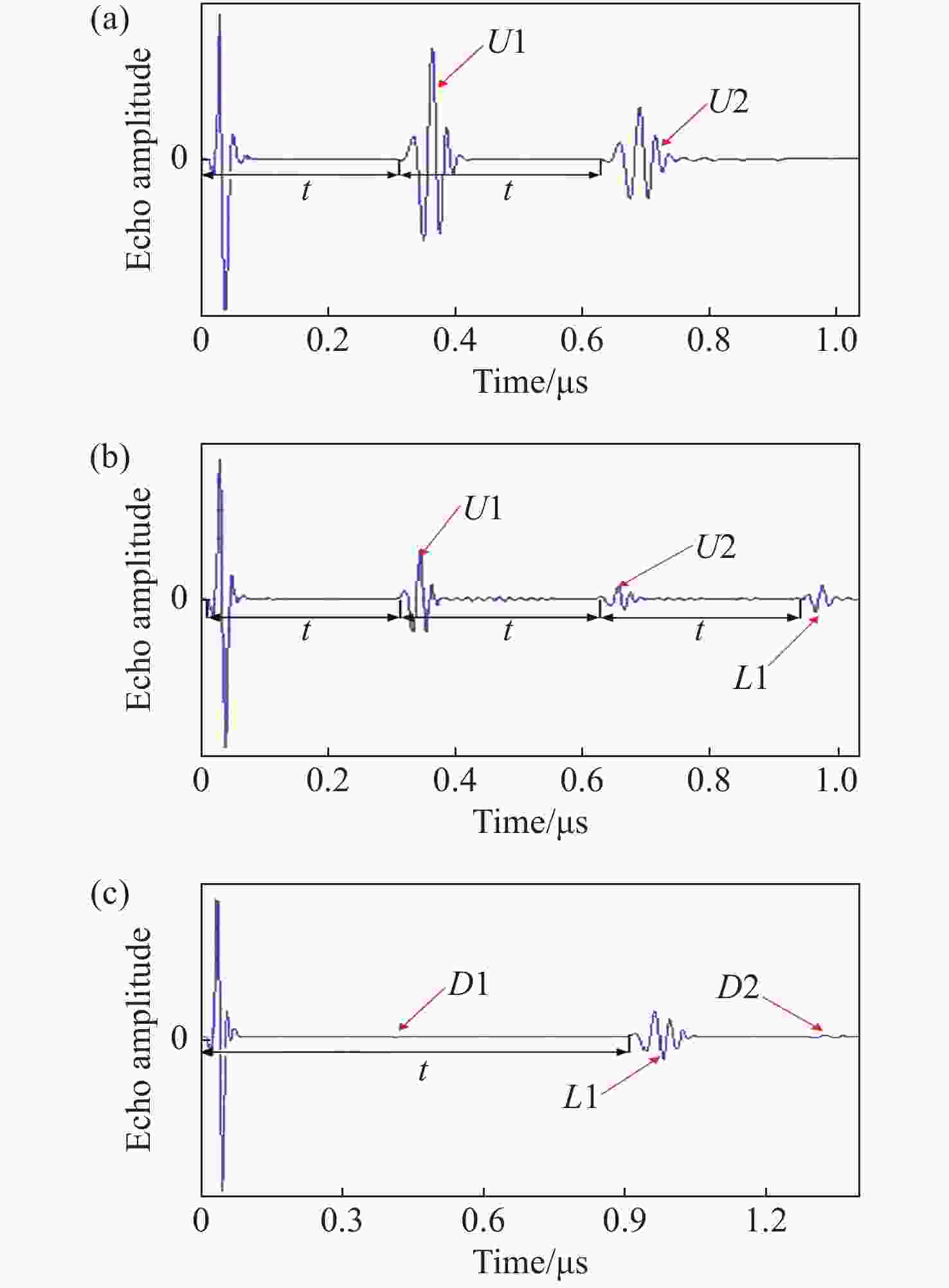
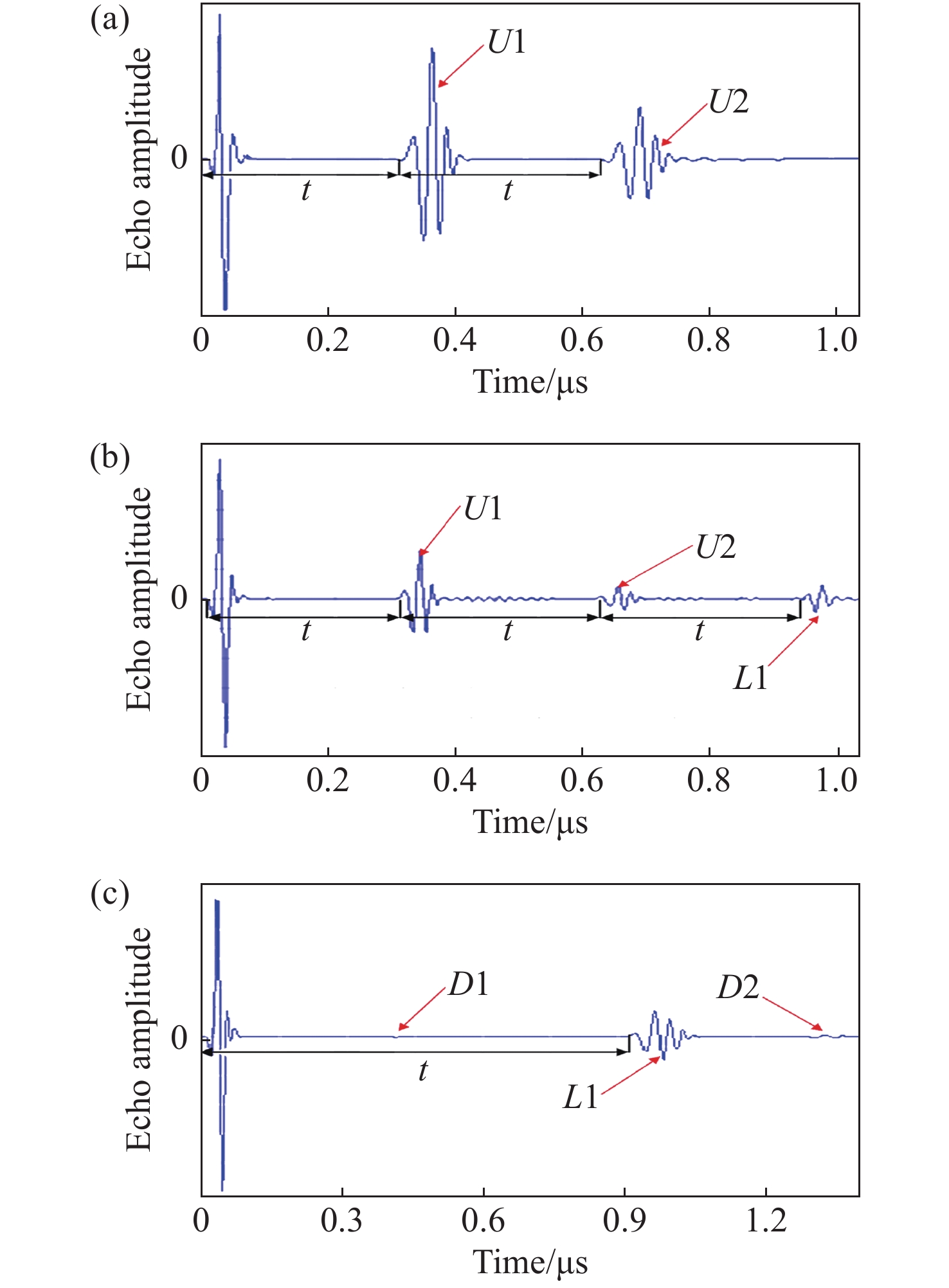
图 9 接头不同区域的超声A扫描信号。(a)母材区;(b)过渡区;(c)熔合区
Figure 9. Ultrasonic A-scan echoes from different connection zones. (a) Base metal zone; (b) transitional zone; (c) fusion zone
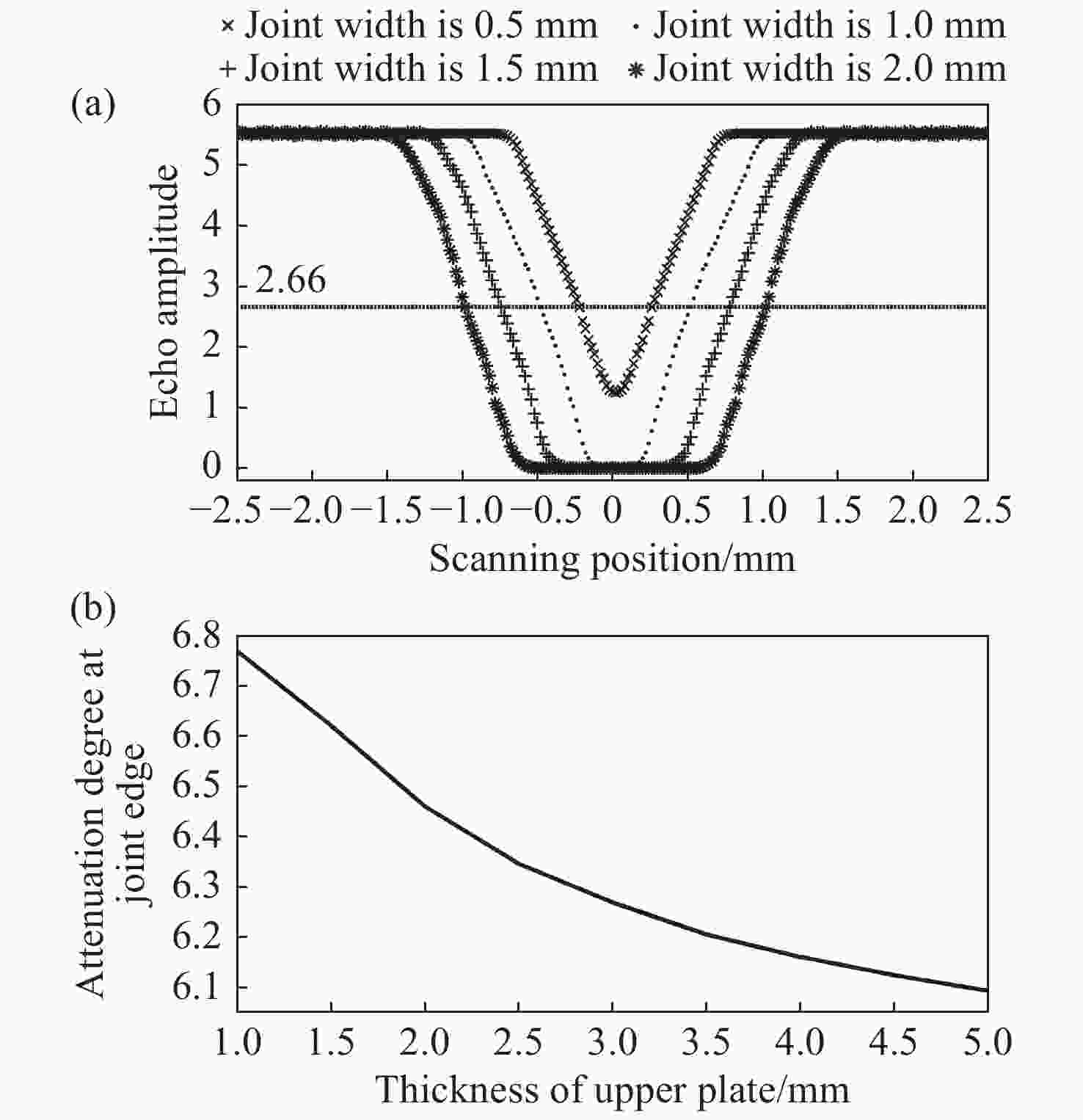
图 10 不同尺寸接头超声A扫描信号一次回波变化规律。(a)不同熔宽尺寸接头U1幅值变化规律;(b)不同上板板厚U1衰减度变化规律
Figure 10. The change regularity of an ultrasonic A scan echoes at different joint dimensions. (a) U1 amplitude changes with different joint widths; (b) U1 attenuation degree changes with different upper plate thickness
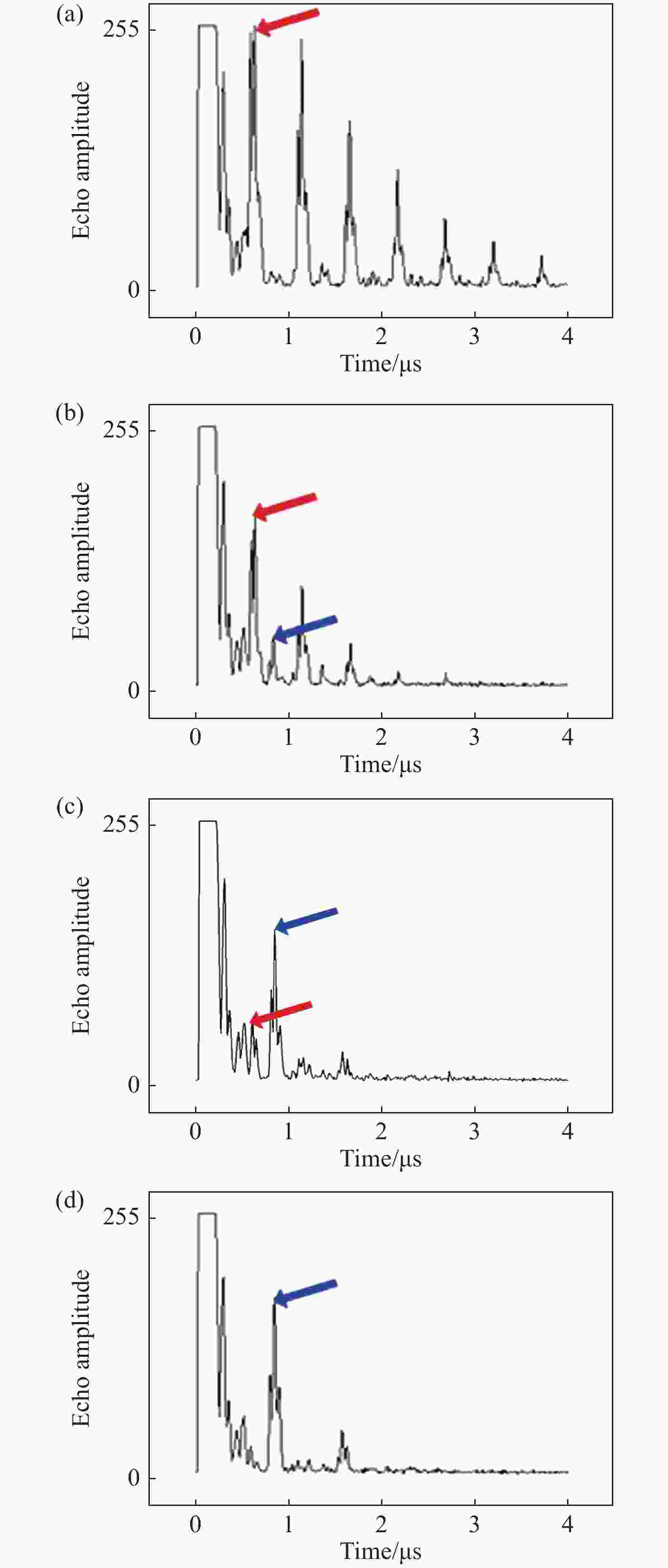
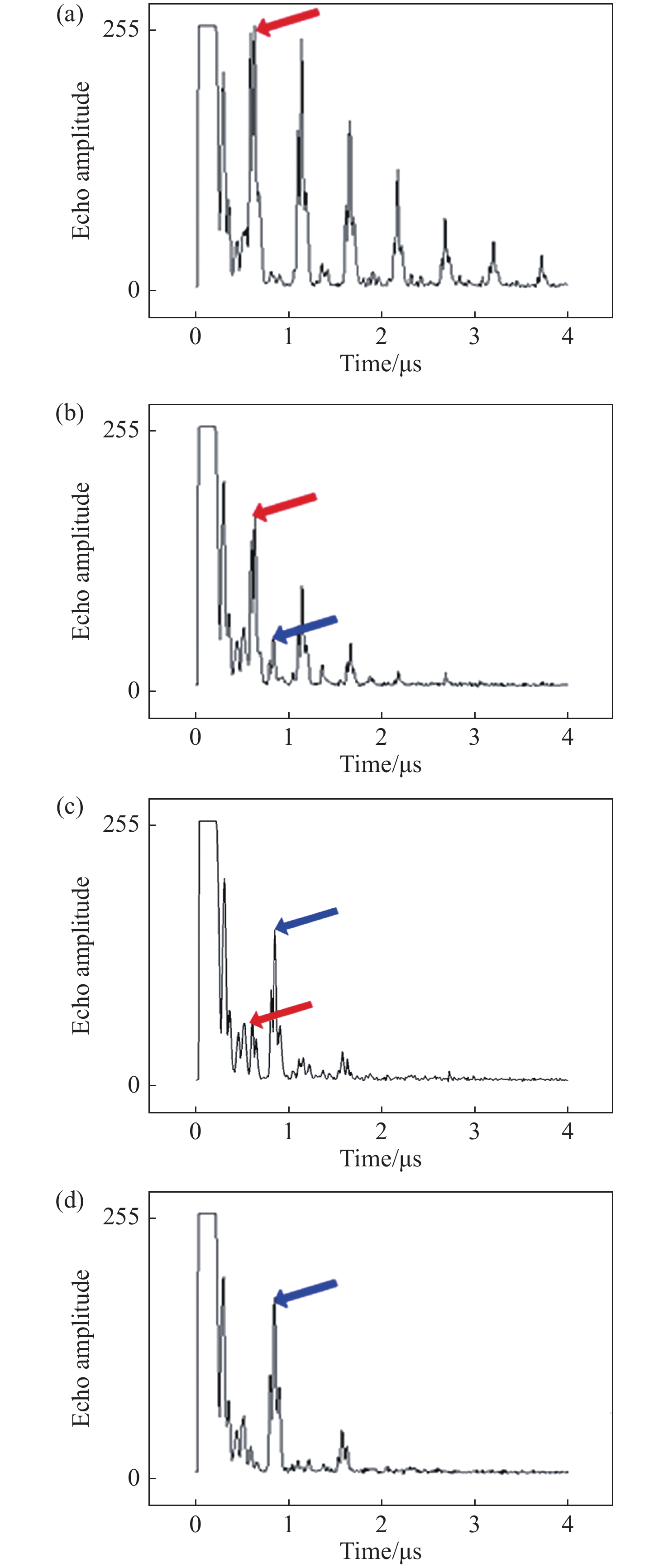
图 11 激光焊接头各区域超声A扫描信号。(a)母材区;(b)母材侧过渡区;(c)焊缝侧过渡区;(d)焊缝连接区
Figure 11. Ultrasonic A-scan echoes from different zones of laser welding joints. (a) Base metal zone; (b) transition zone at the base metal side; (c) transition zone at the joint side; (d) fusion zone
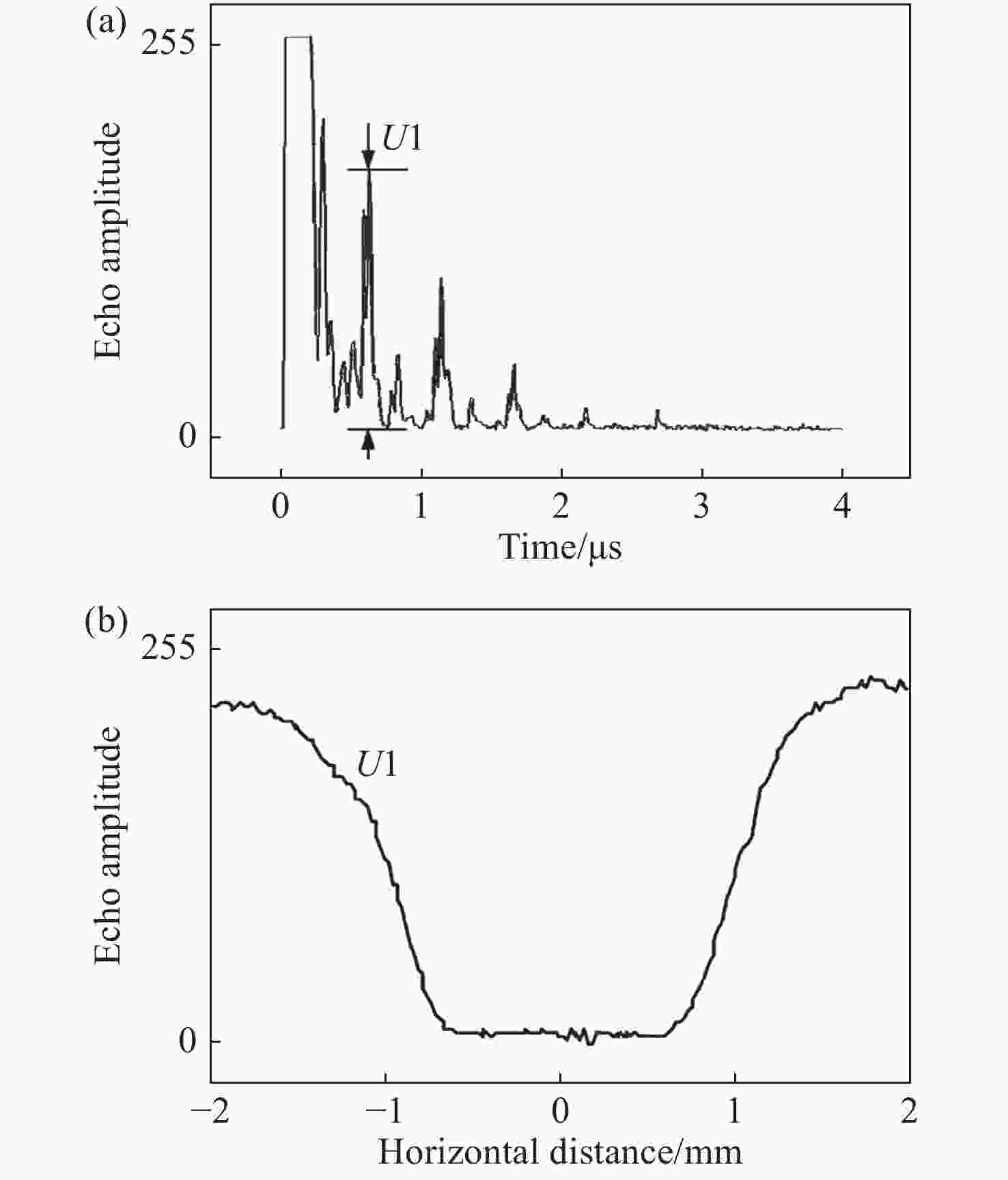
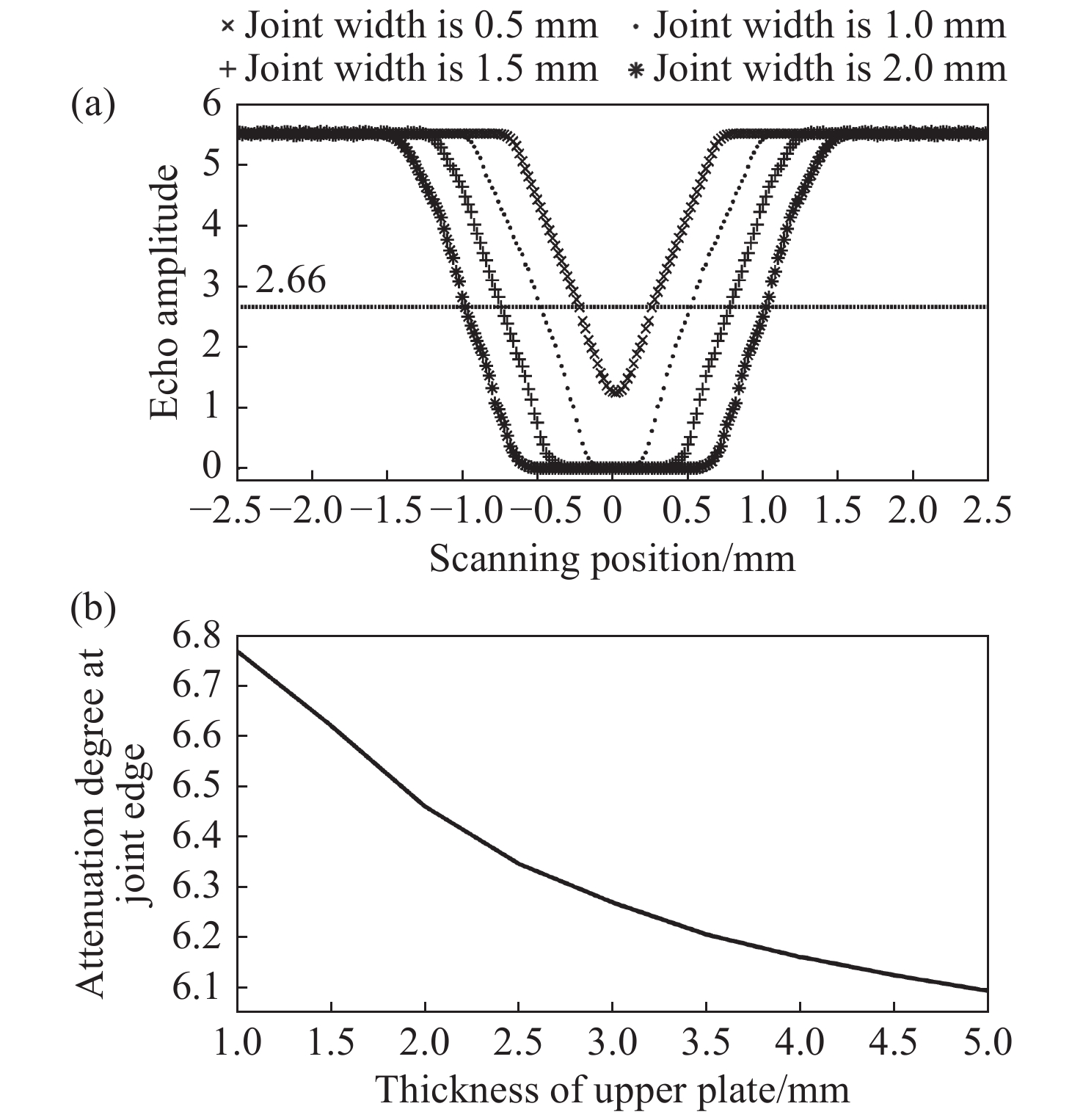
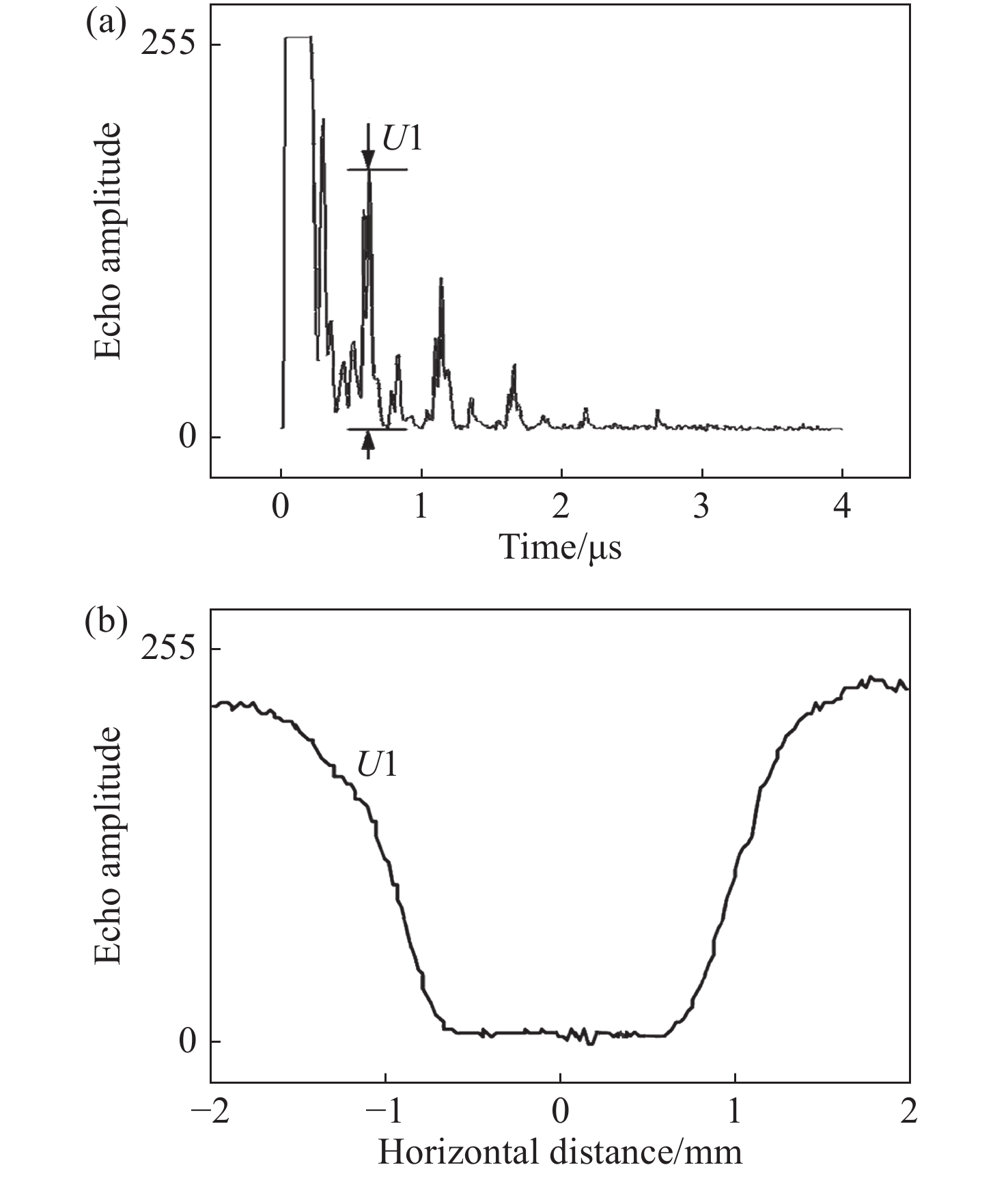
图 12 激光焊接头连接状态表征曲线。 (a) 特征量选取;(b) 特征量变化规律
Figure 12. Characteristic curve of the connection status of laser welding joints. (a) Characteristic parameter selection; (b) change regulation of the characteristic parameter
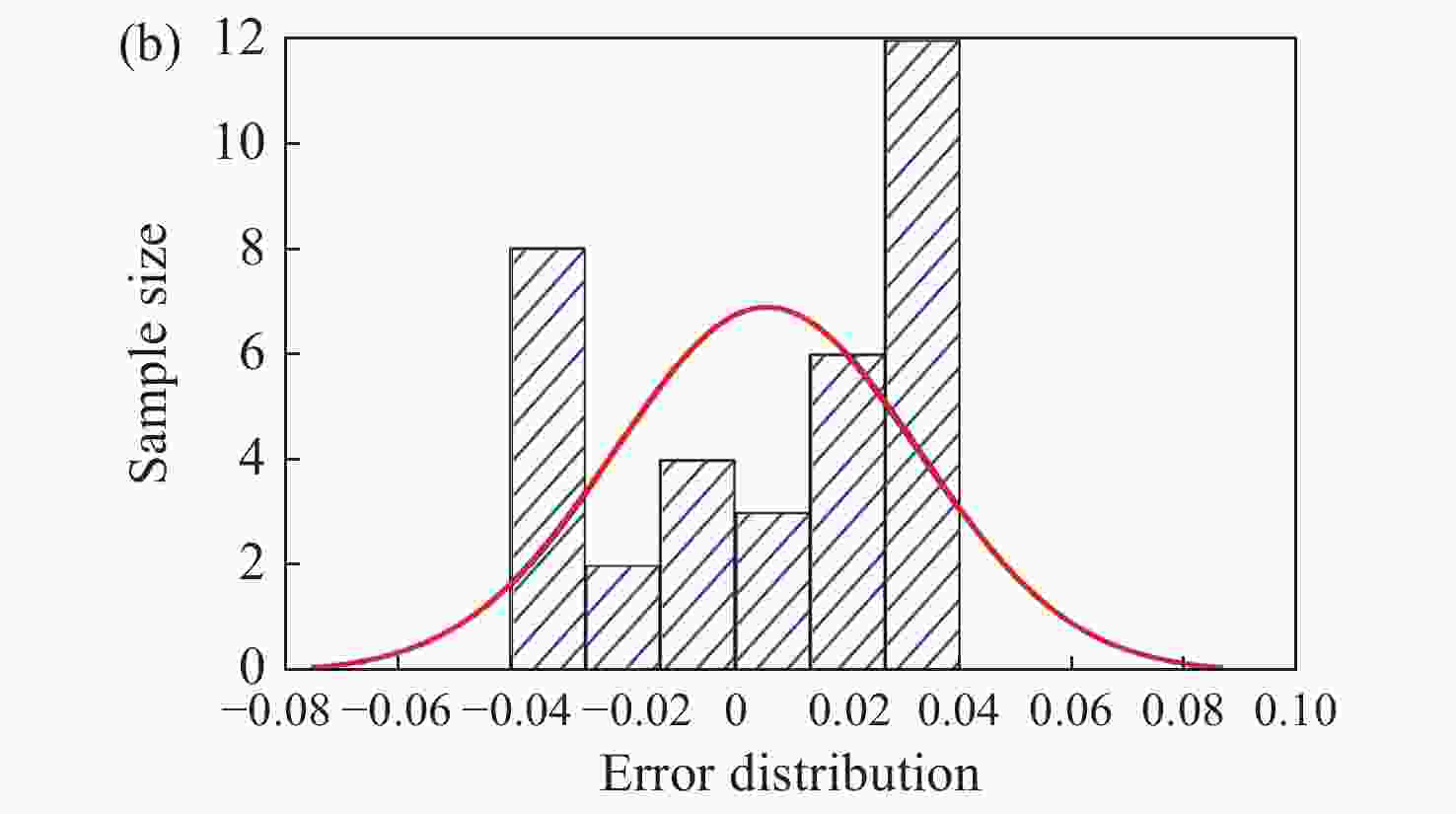
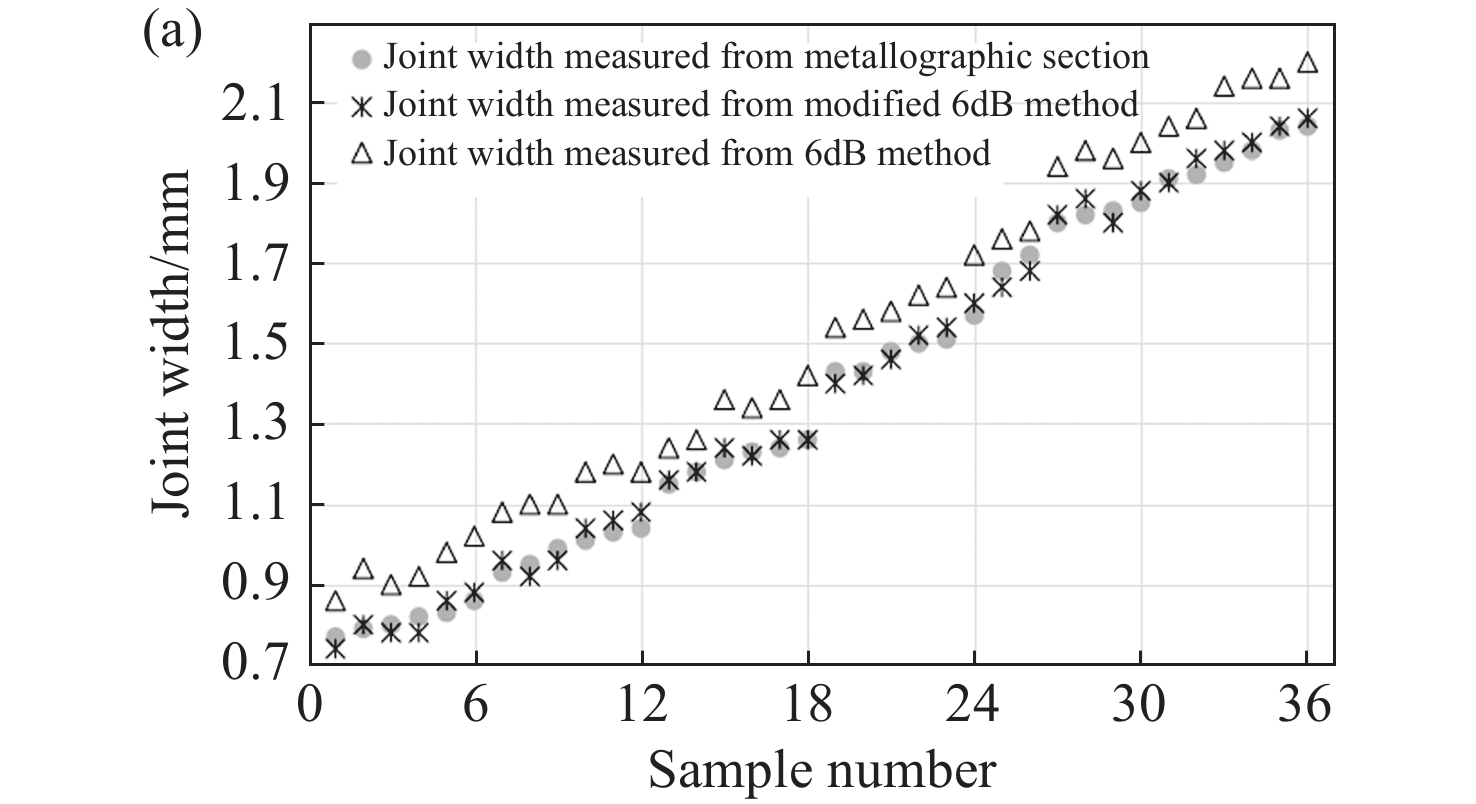
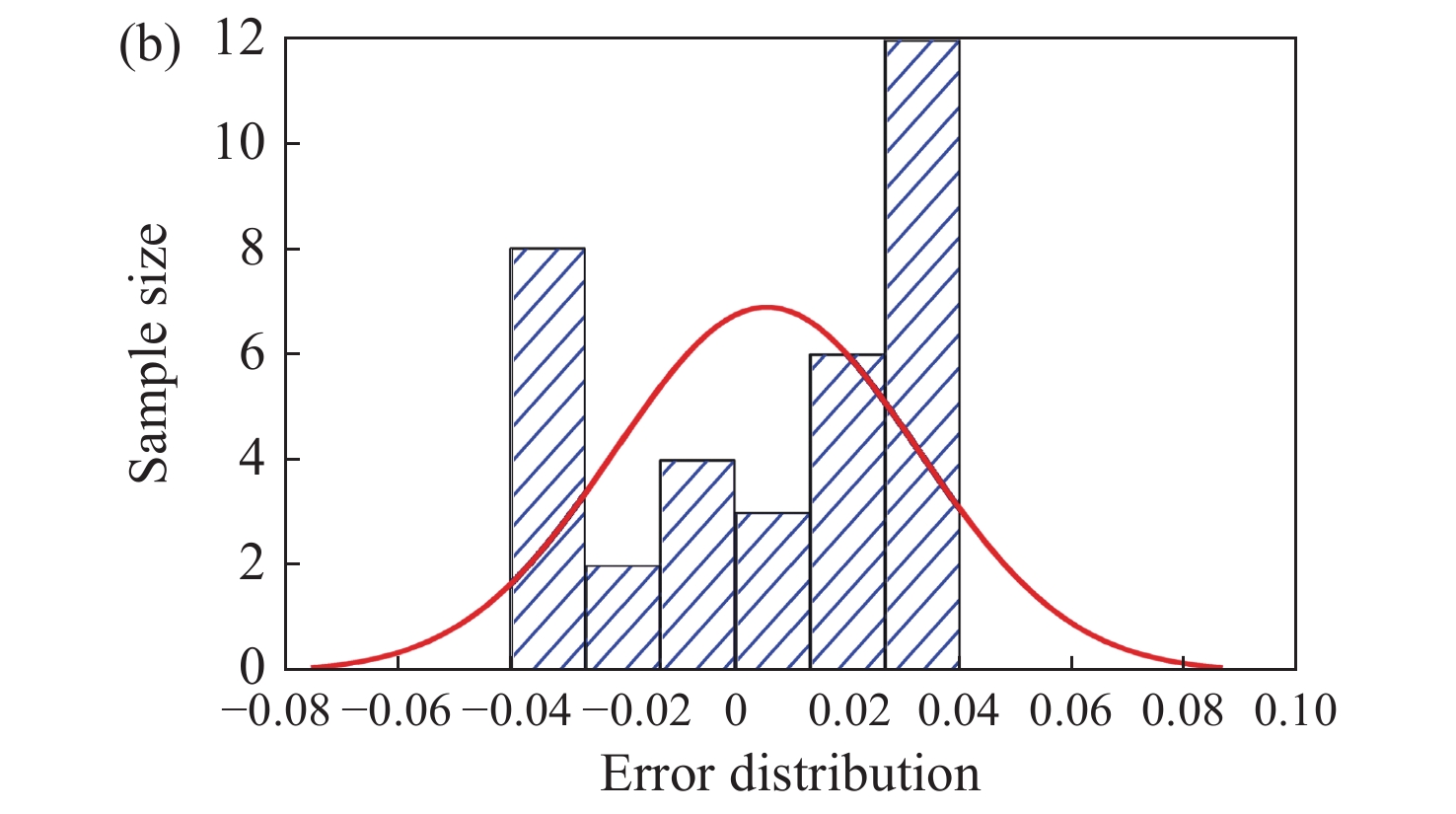
图 13 激光焊接头熔宽测量结果。(a)修正6 dB法、传统6 dB法和金相测量结果对比;(b)修正6 dB法的误差分布
Figure 13. Results of joint width measured by different methods. (a) Comparison of detection results of the modified 6 dB method, traditional 6 dB method and metallographic section; (b) error distribution of modified 6 dB method
-
[1] LI Y A, LI Y F, WANG Q L, et al. Measurement and defect detection of the weld bead based on online vision inspection[J]. IEEE Transactions on Instrumentation and Measurement, 2010, 59(7): 1841-1849. doi: 10.1109/TIM.2009.2028222 [2] 韩晓辉, 陈静, 阚盈, 等. 不锈钢薄板非熔透激光搭接焊热源模型[J]. 中国激光,2017,44(5):0502002. doi: 10.3788/CJL201744.0502002HAN X H, CHEN J, KAN Y, et al. Heat source model for non-penetration laser lap welding of stainless steel sheets[J]. Chinese Journal of Lasers, 2017, 44(5): 0502002. (in Chinese) doi: 10.3788/CJL201744.0502002 [3] CAO X, JAHAZI M, IMMARIGEON J P, et al. A review of laser welding techniques for magnesium alloys[J]. Journal of Materials Processing Technology, 2006, 171(2): 188-204. doi: 10.1016/j.jmatprotec.2005.06.068 [4] LACKI P, ADAMUS K. Numerical simulation of the electron beam welding process[J]. Computers &Structures, 2011, 89(11-12): 977-985. [5] AI Y W, SHAO X Y, JIANG P, et al. Process modeling and parameter optimization using radial basis function neural network and genetic algorithm for laser welding of dissimilar materials[J]. Applied Physics A, 2015, 121(2): 555-569. doi: 10.1007/s00339-015-9408-5 [6] 高向东, 李竹曼, 游德勇, 等. 激光焊匙孔特征的近红外与X射线传感分析[J]. 光学 精密工程,2016,24(10):2400-2407. doi: 10.3788/OPE.20162410.2400GAO X D, LI ZH M, YOU D Y, et al. Analysis of laser welding keyhole characteristics based on near-infrared high speed camera and X-ray sensing[J]. Optics and Precision Engineering, 2016, 24(10): 2400-2407. (in Chinese) doi: 10.3788/OPE.20162410.2400 [7] 陈玉华, 戈军委, 刘奋成, 等. TiNi形状记忆合金/钛合金异种材料激光焊[J]. 光学 精密工程,2014,22(8):2075-2080. doi: 10.3788/OPE.20142208.2075CHEN Y H, GE J W, LIU F CH, et al. Micro laser welding of dissimilar materials between TiNi shape memory alloy and titanium alloy[J]. Optics and Precision Engineering, 2014, 22(8): 2075-2080. (in Chinese) doi: 10.3788/OPE.20142208.2075 [8] 梁行, 阚盈, 姜云禄, 等. 不锈钢薄板激光搭接焊接头的力学性能[J]. 中国激光,2018,45(6):0602001. doi: 10.3788/CJL201845.0602001LIANG H, KAN Y, JIANG Y L, et al. Mechanical properties of laser overlap welded joints of stainless steel sheets[J]. Chinese Journal of Lasers, 2018, 45(6): 0602001. (in Chinese) doi: 10.3788/CJL201845.0602001 [9] KUO T Y, LIN H C. Effects of pulse level of Nd-YAG laser on tensile properties and formability of laser weldments in automotive aluminum alloys[J]. Materials Science and Engineering:A, 2006, 416(1-2): 281-289. doi: 10.1016/j.msea.2005.10.041 [10] 陈子琴, 高向东, 王琳. 大功率盘形激光焊焊缝背面宽度预测[J]. 光学 精密工程,2017,25(9):2524-2531. doi: 10.3788/OPE.20172509.2524CHEN Z Q, GAO X D, WANG L. Weld width prediction of weldment bottom surface in high-power disk laser welding[J]. Optics and Precision Engineering, 2017, 25(9): 2524-2531. (in Chinese) doi: 10.3788/OPE.20172509.2524 [11] 彭进, 李俐群, 张瑞珠, 等. 铝合金电弧预熔丝激光焊工艺特性研究[J]. 激光与光电子学进展,2017,54(6):061404.PENG J, LI L Q, ZHANG R ZH, et al. Study on aluminum alloy laser welding with pre-melted liquid filler by arc[J]. Laser &Optoelectronic Progress, 2017, 54(6): 061404. (in Chinese) [12] 黄怡洁, 高向东, 林少铎. 激光焊接参数对有机玻璃与不锈钢接头力学性能的影响[J]. 中国激光,2017,44(12):1202006. doi: 10.3788/CJL201744.1202006HUANG Y J, GAO X D, LIN SH D. Influences of laser welding parameters on mechanical properties of polymethyl methacrylate and stainless-steel joints[J]. Chinese Journal of Lasers, 2017, 44(12): 1202006. (in Chinese) doi: 10.3788/CJL201744.1202006 [13] DITCHBURN R J, BURKE S K, SCALA C M. NDT of welds: state of the art[J]. NDT &E International, 1996, 29(2): 111-117. [14] MANSOUR T M. Ultrasonic inspection of spot welds in thin-gage steel[J]. Materials Evaluation, 1988, 46(5): 650-658. [15] LIU J, XU G CH, GU X P, et al. Ultrasonic C-scan detection for stainless steel spot welds based on signal analysis in frequency domain[J]. ISIJ International, 2014, 54(8): 1876-1882. doi: 10.2355/isijinternational.54.1876 [16] CHERTOV A M, MAEV R G, SEVERIN F M. Acoustic microscopy of internal structure of resistance spot welds[J]. IEEE Transactions on Ultrasonics,Ferroelectrics,and Frequency Control, 2007, 54(8): 1521-1529. doi: 10.1109/TUFFC.2007.422 [17] ZHOU G H, XU G CH, GU X P, et al. Research on evaluating laser welding quality based on two-dimensional array ultrasonic probe[J]. The International Journal of Advanced Manufacturing Technology, 2016, 84(5): 1717-1723. [18] CHEN ZH H, SHI Y W, JIAO B Q, et al. Ultrasonic nondestructive evaluation of spot welds for zinc-coated high strength steel sheet based on wavelet packet analysis[J]. Journal of Materials Processing Technology, 2009, 209(5): 2329-2337. doi: 10.1016/j.jmatprotec.2008.05.030 [19] SONG Y K, HUA L, WANG X K, et al. Research on the detection model and method for evaluating spot welding quality based on ultrasonic A-scan analysis[J]. Journal of Nondestructive Evaluation, 2016, 35(1): 4. doi: 10.1007/s10921-015-0319-3 [20] NAKAHATA K, CHANG J J, TAKAHASHI M, et al. Finite integration technique for coupled acoustic and elastic wave simulation and its application to noncontact ultrasonic testing[J]. Acoustical Science and Technology, 2014, 35(5): 260-268. doi: 10.1250/ast.35.260 [21] DELRUE S, VAN DEN ABEELE K, BLOMME E, et al. Two-dimensional simulation of the single-sided air-coupled ultrasonic pitch-catch technique for non-destructive testing[J]. Ultrasonics, 2010, 50(2): 188-196. doi: 10.1016/j.ultras.2009.08.005 [22] BAEK E, YIM H. Numerical modeling and simulation for ultrasonic inspection of anisotropic austenitic welds using the mass-spring lattice model[J]. NDT &E International, 2011, 44(7): 571-582. -

 下载:
下载:

计量
- 文章访问数: 1794
- HTML全文浏览量: 450
- PDF下载量: 78
- 被引次数: 0
